




 扫一扫
扫一扫
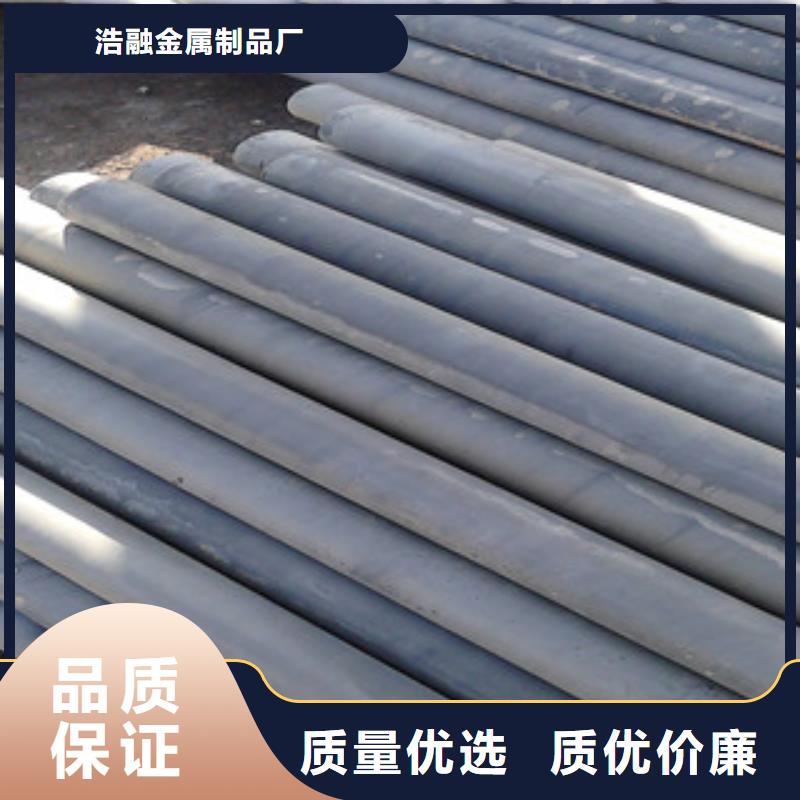
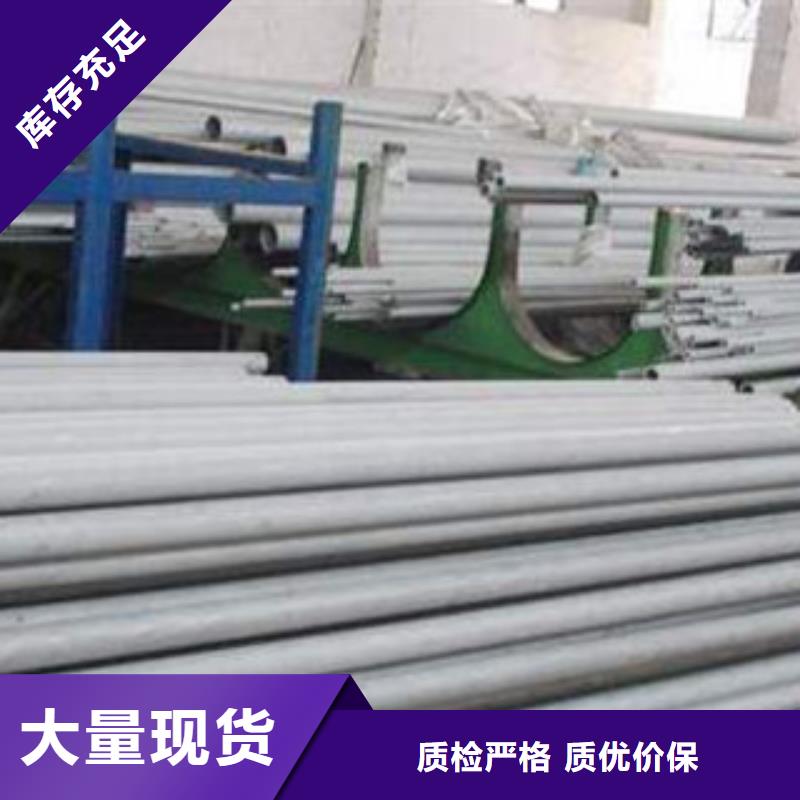
本公司坐落于开发区蒋官屯工业园,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 圆钢,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。


原理:氧化皮、铁锈等铁的氧化物(fe3o4,fe2o3,feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
常用酸:酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、 和混合酸等。最常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含spanso475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含spanso475%~78%(质量分数)。



在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。 一般原则是:涂漆前打底磷化、快速低温磷化需要表调。
如果工件在进入磷化槽时,已经二次生锈, 采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。 磷化前预处理工艺是: 除油脂--水洗--酸洗--水洗--中和--表调--磷化 除油除锈\"二合一\"--水洗--中和--表调--磷化 除油脂--水洗--表调--磷化 中和一般就是0.2%~1.0%纯碱水溶液。在有些工艺中对重油脂工件,还增加预除油脂工序。



技术支持:cnwbgg.com