想要更深入地了解我们的【徐闻】(当地)热镀锌方矩管产地直供产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:徐闻【徐闻】(当地)热镀锌方矩管产地直供的图文介绍
热镀锌方矩管产地直供")
鸿顺管道科技有限公司是一家集设计研发、生产加工、销售、安装服务为一体的企业。常年专业从事生产 热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、等产品。 公司技术力量雄厚设备工艺优秀。公司拥有一批爱研发求上进的高素质科研人员。经过多年诚信经营公司的诚信、实力和产品质量及热情周 到的服务获得业界一致认可! 企业在锐意进取中发展,在激烈竞争中壮大,迅速扩大市场份额, 实力日趋雄厚是您值得信赖的合作伙伴,欢迎各界朋友莅临参观指导和业务洽谈,真诚地与广大 新老客户携手并肩共创未来!!!

热镀锌方矩管产地直供")
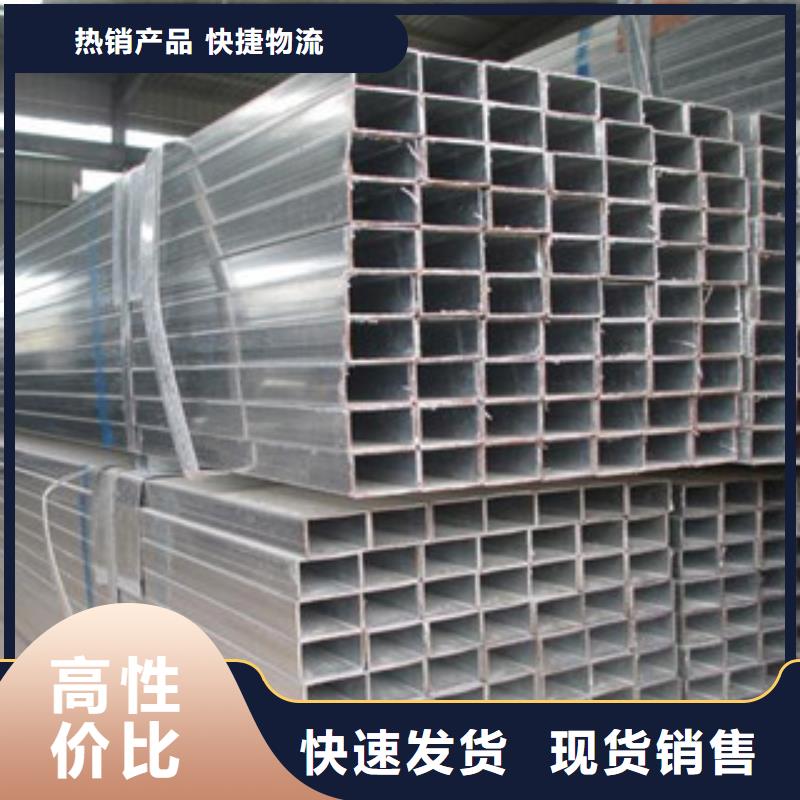
方管顾名思义是一种方形的钢管,它是工业建筑行业最普遍的一种材料,从目前的发展来看不仅工业和建筑行业对方管的需求量大大增加就连其它的行业也在越来越多的使用方管,为了达到人们的需求方管的种类也是越来越多,卖方管的人也是多上加多,而这些商家所出售的方管质量上差别也是比较大的,因此我们必须学会一些挑选方管的知识,选择质量好的方管才能提高制造产品的质量,而且质量好的方管还可以提高安全系数。那么我们该用什么样的方法才能挑选出质量好誉佳的方管呢?对方管有所了解的人都知道方管是具有一定的抗拉、抗压性能的,因此我们在选择方管时也可以从这几个方面进行考虑,抗拉性是方管最基础的性能,因此抗拉强度越大代表方管的性能越好,因此我们选择抗拉强度较大的方管可以让方管带给我们更大的帮助。当然方管还有其它的特性,其它特性指的就是抗压和抗弯性能,我们在挑选方管时要从这三个方面进行考虑,不能只注重一个方面,只有全面考虑才能让自己挑选出 的方管。此外,在面对市场上多种多样质量不同的方管时我们还应该对方管的厂商进行一番筛选,选择誉度高质量好的厂家才能让自己挑选出来的方管更有保障,选择这样的厂家在我们使用方管的期间如果出现问题才能得到融洽的解决。因此在购买方管时选择一个誉度高的厂家也是非常重要的.
热镀锌方矩管产地直供")
鸿顺管道科技有限公司
热镀锌方矩管产地直供")
热镀锌方矩管产地直供")
热镀锌方矩管产地直供")
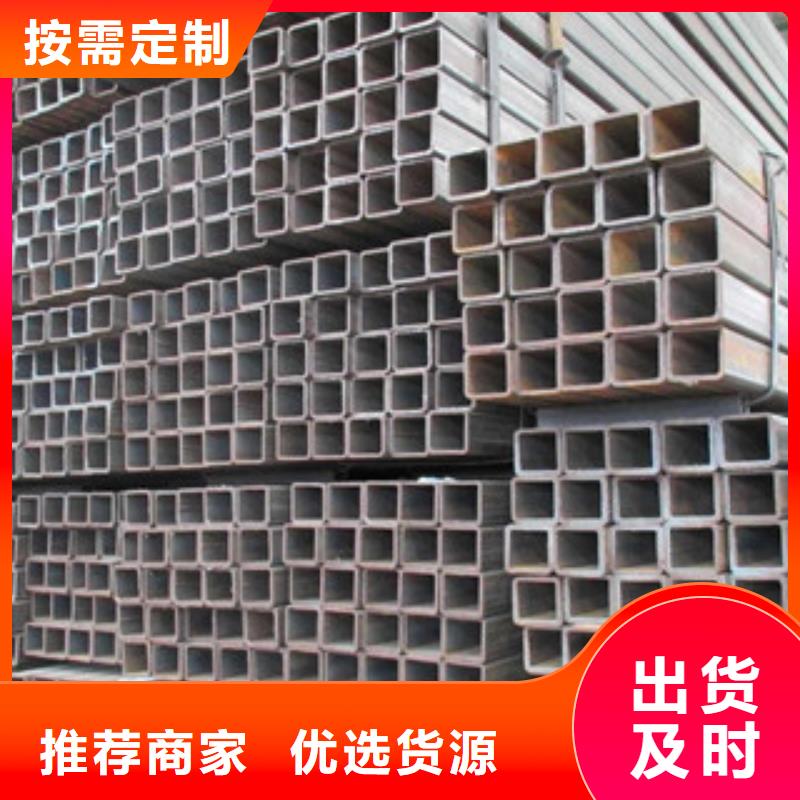
不锈钢方管一般是不锈钢不锈钢方管和耐酸钢的总称。不锈钢不锈钢方管是指耐大气、蒸汽和水等弱介质腐蚀的钢,而耐酸钢则是指耐酸、碱、盐等化学浸蚀性介质腐蚀的钢。 不锈钢不锈钢方管 自本世纪初面世,到现在已有90多年的前史。不锈钢不锈钢方管的创造是国际冶金史上的重大成就,不锈钢不锈钢方管的开展为现代工业的开展和科技进步奠定了重要的物质技能根底。不锈钢不锈钢方管钢种很多,功用各异,它在开展过程中逐步形成了几大类。按安排结构分,分为马氏不锈钢不锈钢方管(包含沉积硬化不锈钢不锈钢方管)、铁素体不锈钢不锈钢方管、奥氏体不锈钢不锈钢方管和奥氏体加铁素体双相不锈钢不锈钢方管等四大类;按钢中的首要化学成分或钢中的一些特征元从来分类,分为铬不锈钢不锈钢方管、铬镍不锈钢不锈钢方管、铬镍钼不锈钢不锈钢方管以及低碳不锈钢不锈钢方管、高钼不锈钢不锈钢方管、高纯不锈钢不锈钢方管等;按钢的功用特色和用处分类,分为耐硝酸不锈钢不锈钢方管、耐硫酸不锈钢不锈钢方管、耐点蚀不锈钢不锈钢方管、耐应力腐蚀不锈钢不锈钢方管、高强不锈钢不锈钢方管等;按钢的功用特色分类,分为低温不锈钢不锈钢方管、无磁不锈钢不锈钢方管、易切削不锈钢不锈钢方管、超塑性不锈钢不锈钢方管等。现在常用的分类办法是按钢的安排结构特色和钢的化学成分特色以及两者相结合的办法分类。一般分为马氏体不锈钢不锈钢方管、铁素体不锈钢不锈钢方管、奥氏体不锈钢不锈钢方管、双相不锈钢不锈钢方管和沉积硬化型不锈钢不锈钢方管等,或分为铬不锈钢不锈钢方管和镍不锈钢不锈钢方管两大类。
热镀锌方矩管产地直供")





 扫一扫
扫一扫